Custom Deck Cleat Engineering for EU Yacht Builder
In the superyacht industry, marine hardware is not just functional equipment; it is structural jewelry. When a leading European yacht builder approached RYMAR Forge with a radical new deck cleat concept, they had two non-negotiable demands: a flawless, aerodynamic silhouette and a minimum breaking load capable of securing a 150-foot vessel in a storm. Here is how our OEM engineering team turned a digital sketch into physical reality.
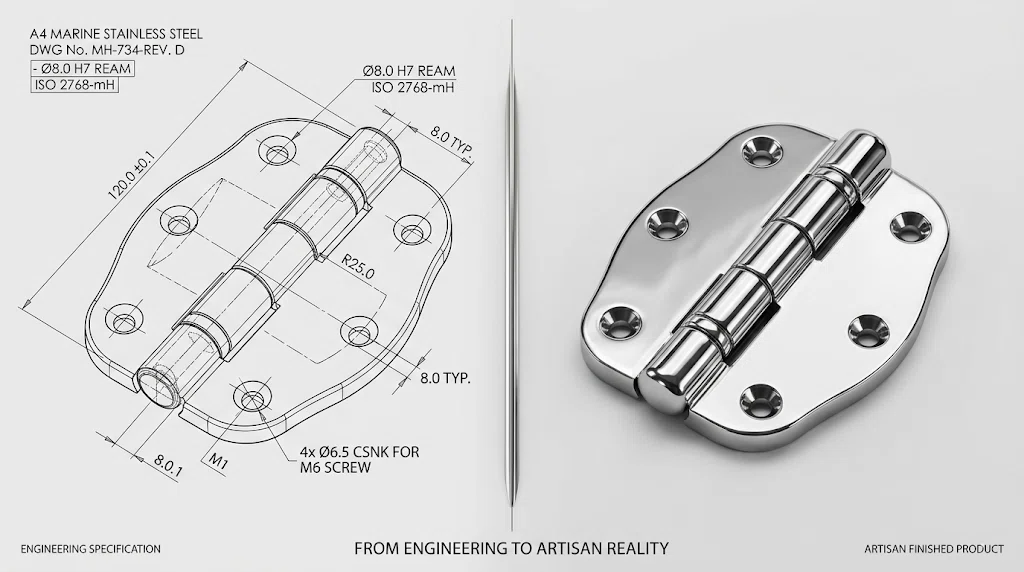
Fig 1: The seamless transition from precise CAD wireframes to a flawless, mirror-polished 316L stainless steel physical prototype.
The Challenge: Aesthetics Meets Extreme Loads
The client’s original design featured sleek, sweeping curves that completely hid the mounting bolts. While aesthetically stunning, the design presented a severe metallurgical challenge: the internal hollow base left very little structural material to absorb high-stress mooring loads.
Traditional casting would have required thickening the outer walls, thus ruining the client’s elegant design. RYMAR’s engineering team took a different approach.
“True OEM capability isn’t just about pouring molten metal into a mold. It’s about optimizing the invisible internal geometry so the designer’s vision can withstand the ocean’s fury.”
Engineering the 15% Tensile Strength Boost
Instead of altering the exterior, we utilized advanced Finite Element Analysis (FEA) software to simulate stress distribution across the cleat under a 10-ton shock load. We identified the critical stress nodes near the hidden base.
By micro-adjusting the internal ribbing and modifying the gating system of our silica sol mold, we achieved a denser grain structure exactly where the stress peaked. The result? A 15% increase in overall tensile strength without adding a single millimeter to the cleat’s exterior profile.
The 20-Day Prototyping Revolution
In the fast-paced yacht building sector, waiting months for tooling is unacceptable. Leveraging our in-house CNC tool-making center and 3D wax printing technology, we bypassed the traditional lengthy mold-making delays.
- Day 1-3: CAD optimization and FEA stress testing.
- Day 4-10: Precision CNC milling of the aluminum injection mold.
- Day 11-16: Wax injection, ceramic shell building, and 1600°C pouring.
- Day 17-20: Multi-axis CNC thread tapping and 5-stage artisan mirror polishing.
From Foundry to Superyacht Deck
By Day 20, the physical prototype was shipped to Europe. The client’s engineering team subjected it to rigorous salt spray and mechanical load tests. It passed flawlessly.
Finally, the cleat underwent RYMAR’s signature finishing process. Through meticulous mechanical and manual buffing, we achieved an astonishing Ra < 0.05µm surface roughness, creating a mirror finish that reflects the ocean like liquid glass. Today, these custom cleats secure some of the most luxurious superyachts navigating the Mediterranean.
Have a custom blueprint? Let RYMAR Forge bring it to life.