Achieving ±0.02mm Tolerance in High-Volume Casting
In marine engineering, the difference between a secure deck fitting and a catastrophic failure often comes down to fractions of a millimeter. While standard foundries struggle with metal shrinkage and dimensional warping, RYMAR Forge has mastered the exact science of high-volume precision. Our secret? A zero-compromise synergy between silica sol investment casting and advanced multi-axis CNC machining.
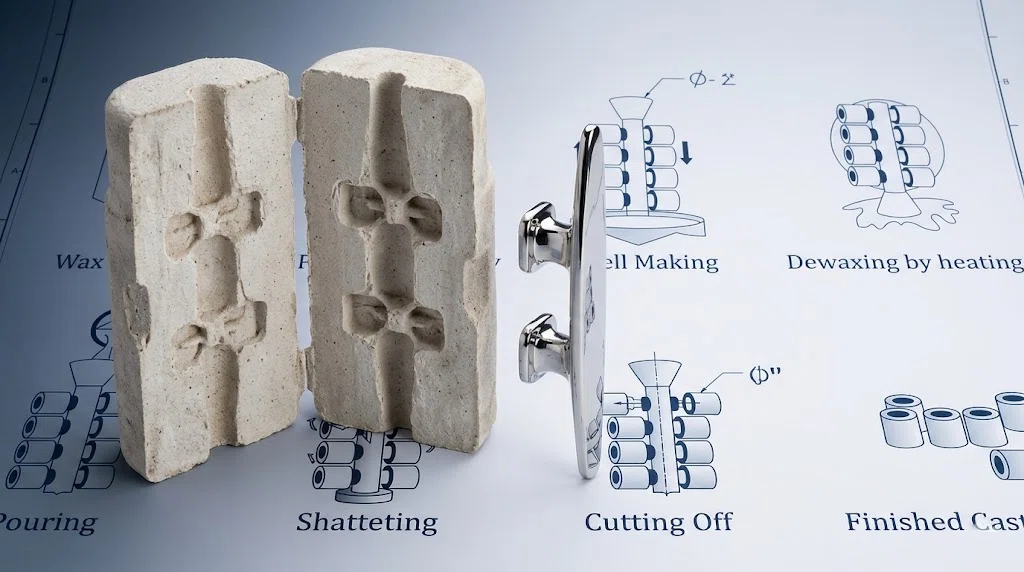
Fig 1: Advanced multi-axis CNC milling achieving ±0.02mm dimensional accuracy on a 316L marine component.
Beyond the Limits of Traditional Casting
Many hardware suppliers still rely on traditional sand casting or water glass (sodium silicate) casting to cut costs. The result? Rough surface finishes, unpredictable internal porosities, and wild dimensional variations that make assembly a nightmare for boat builders.
To meet the exacting demands of luxury yachts and commercial vessels, RYMAR completely bypasses these outdated methods. We utilize the 13-Step Silica Sol Investment Casting process. This premium lost-wax technique utilizes a fine ceramic shell that accurately captures even the most complex microscopic details of the original wax pattern.
“Precision isn’t inspected into a product at the end of the line; it is engineered into the wax pattern on day one.”
Mastering the Shrinkage Rate
When molten 316L stainless steel cools from 1600°C down to room temperature, it naturally shrinks. Controlling this shrinkage is where true metallurgical mastery is required.
Our engineering team uses advanced flow simulation software to design the gating system, calculating the exact shrinkage rate (typically around 2-3% for 316L). By optimizing the cooling gradient, we eliminate internal micro-shrinkage cavities, ensuring maximum tensile strength and a perfectly dense grain structure.
Multi-Axis CNC Turning: The ±0.02mm Standard
While silica sol casting provides an exceptional near-net shape, critical functional areas—such as mounting bases, pivot pins, and internal threads—require absolute mathematical perfection. This is where our CNC machining center takes over.
Using 4-axis and 5-axis CNC machines, we post-process every critical dimension with ruthless consistency:
- Mounting Surfaces: Milled to absolute flatness to ensure flush mounting on fiberglass decks without causing stress cracks.
- Pin Holes & Hinges: Bored to a tolerance of ±0.02mm, eliminating any “play” or rattling in moving parts.
- Thread Gauge Compliance: Every threaded hole (Metric or UNC) is cut with high-precision taps and checked via strict Go/No-Go thread gauges. A bolt must thread by hand smoothly, but lock tightly under torque.
The RYMAR Delivery Standard
Achieving ±0.02mm tolerance on a single prototype is easy. Achieving it consistently across a batch of 10,000 units is the hallmark of a world-class forge. By keeping the entire production loop—from tool making and wax injection to CNC machining and mirror polishing—in-house, RYMAR guarantees that every single piece of hardware exactly matches your original CAD blueprint.
No misalignments. No stripped threads. Just pure, uncompromising precision ready for the sea.